How Hidden Quality Costs Erode Margins & What It Takes to Measure Them
Quality costs money. Poor quality costs more. Most manufacturers understand this intuitively, but few can quantify it because the full cost of quality is often hidden inside disconnected systems, manual workarounds, and decisions made without data.
Industry research commonly estimates that the cost of poor quality (COPQ) in manufacturing runs 5–25% of sales, depending on product complexity. In high-complexity manufacturing - new space, aerospace, defense, new energy - that number is typically higher due to stringent requirements and costly failure consequences.
Scrap and rework alone can consume meaningful revenue. For a $100M manufacturer, even a modest percentage lost to scrap and rework can translate into millions of dollars per year - before accounting for over-inspection, disposition cycles, engineering investigation time, or customer escapes.
The math is simple: spend on prevention or pay more for failure.
But many manufacturing systems are still structured for the latter. Quality is bolted on instead of embedded into execution. Nonconformances are caught late, escapes move downstream, and teams spend their time dispositioning problems that a more integrated system could have contained earlier - or prevented entirely.
The Four Categories of Quality Cost
To understand where quality costs accumulate, it helps to start with the standard framework used to categorize them.
The cost of quality framework - often called the prevention, appraisal, and failure (PAF) model - divides quality costs into two broad groups:
- Cost of good quality - what you spend to prevent and detect defects
- Cost of poor quality - what you pay when defects occur
The Cost of Good Quality: Prevention and Appraisal
- Prevention Costs — The Cheapest Dollar You Will Spend
Process planning, training, supplier qualification, design reviews, and quality system investment all fall into prevention. These are proactive costs. They are investments that reduce defects before they occur.
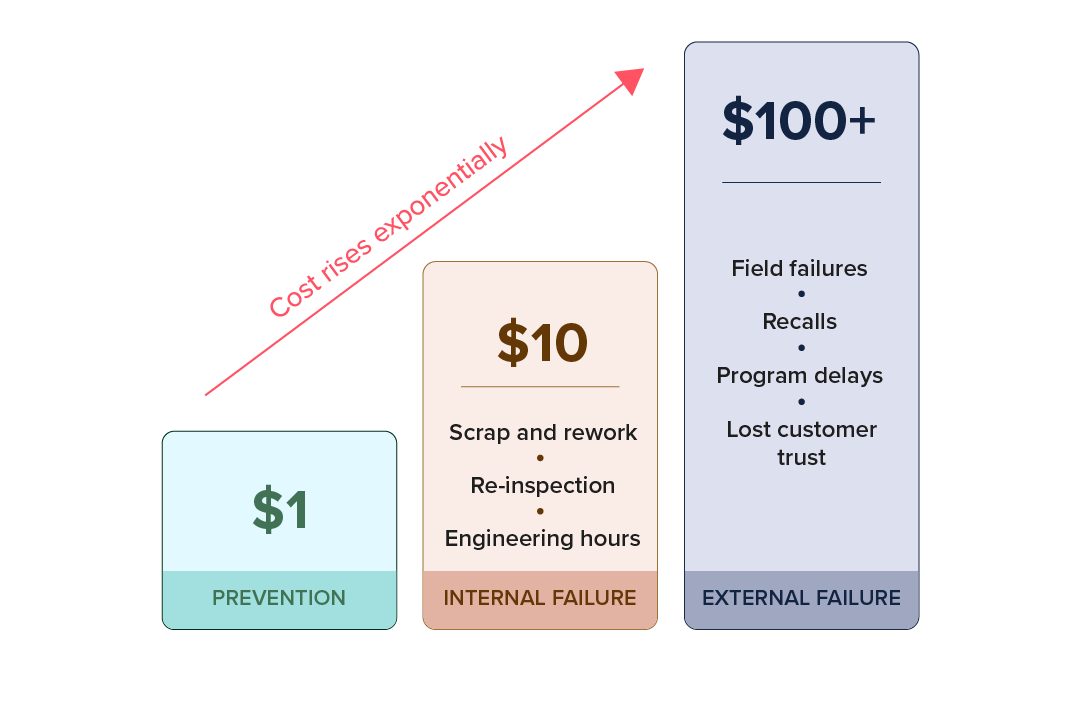
A widely used rule of thumb - the 1-10-100 rule - illustrates the principle: the later a defect is found, the more expensive it becomes to correct. A small investment in prevention upstream can avoid much larger costs downstream. - Appraisal Costs — Necessary, but Only Valuable If Targeted
Incoming inspection, in-process checks, first-pass yield measurement, testing, audits, and calibration are appraisal costs. These activities help catch defects, but they do not prevent them. They also add overhead at every stage.
The goal is not to inspect everything equally. It is to apply the right level of inspection to the right type of work.
The Cost of Poor Quality: Internal and External Failure
- Internal Failure Costs — The Visible Tip of the Iceberg
Scrap, rework, re-inspection, downtime, and the engineering hours spent on nonconformance management and disposition are all internal failure costs.
These are reactive and they compound — a defective part that reaches assembly costs far more to resolve than one caught at receiving. - External Failure Costs — The Most Expensive Category
Warranty claims, field failures, recalls, regulatory findings, and lost customer trust are external failure costs. In aerospace and defense, these failures can disrupt entire programs and put supplier relationships, certifications, and future contract awards at risk.
The pattern is consistent: prevention lowers the total cost of quality. But many manufacturers still overspend on appraisal and failure because their systems are built to find problems, not prevent them.
The 1-10-100 rule
The later a defect is found, the more it costs to fix
Where Quality Costs Hide in High-Complexity Manufacturing
In high-complexity environments, poor quality becomes more expensive faster. Long build cycles, deep BOMs, frequent engineering changes, and regulatory overhead all increase the cost of mistakes. Those costs rise even faster when production and quality data live in separate systems.
Several patterns appear repeatedly in disconnected environments:
- 1.
Late detection drives up resolution cost
When quality processes — inspections, dispositions, nonconformance tracking, CAPA — run in separate systems from production, defects are found later and cost more to resolve. Teams rely on after-the-fact reviews, manual handoffs, and disconnected trackers — and by the time a problem is identified, it has already moved downstream.
What It Costs:
A nonconformance that could have been flagged at receiving or during an in-process check instead surfaces at final test — after the part has been installed, the assembly has progressed, and multiple teams have touched the build. The cost of resolving it has multiplied at every step.
- 2.
Inspection overhead does not match risk
Without a mechanism to apply different levels of quality rigor to distinct types of work, teams default to blanket bureaucracy (applying production-level controls to everything, including development) or manual judgment (relying on people to remember which controls apply). The first inflates appraisal costs. The second creates escapes that drive up COPQ.
What It Costs:
Every hour of unnecessary inspection on a development build is an hour not spent on design iteration — with no corresponding quality benefit.
- 3.
Defects are not contained at the source
When nonconformance management is not integrated with inventory and shop floor execution, defective parts can move downstream before they are dispositioned. A part flagged in one system may still show as available in another.
What It Costs:
The 1–10–100 rule: a defect caught at incoming inspection costs ~$1 to resolve. The same defect caught during assembly costs ~$10. If it escapes to the customer, ~$100 or more — plus reputational damage.
- 4.
Root cause analysis lacks data
Effective corrective and preventive action (CAPA) depends on complete, trustworthy data connecting the defect to the process, the part, the operator, and the supplier. When build history, inspection records, and quality traceability data are scattered across systems, investigations take longer, cost more, and produce weaker conclusions. The same problems recur.
What It Costs:
A cross-system CAPA investigation can take weeks. An integrated system with full traceability can narrow the scope to a specific lot, workstation, or supplier in hours.
- 5.
Quality costs are invisible in reporting
If scrap and rework costs, re-inspection time, and engineering disposition hours are not tracked in one system alongside production data, the true cost of quality cannot be measured. COPQ is frequently captured only at a global level and apportioned across products — making it nearly impossible to identify which parts, suppliers, or process steps are the primary cost drivers.
What It Costs:
If you cannot attribute quality costs to specific products and processes, you cannot improve them.
The big takeaway: quality needs to be embedded in execution, not bolted on after it.
How Manufacturo Shifts Quality Spend From Failure to Prevention
Manufacturo treats quality as a dimension of execution, not a parallel process. Nonconformance management, CAPA, inspections, dispositions, and approvals are integrated directly into shop floor operations, inventory control, and the as-built record — combining the features of a manufacturing execution system (MES) and quality management system (QMS) in one platform.
Manufacturo puts quality-production integration into practice through functions like:
- 1.
Quality controls scaled by engineering intent (pedigree)
Manufacturo's pedigree system defines the engineering intent for every part, component, and assembly - whether it is for development, test, production, or flight - and enforces the rules that follow. Inspections, approvals, and disposition workflows scale automatically based on that intended use.
Development parts can move through lighter workflows. Production-critical parts can follow stricter controls aligned with standards such as AS9100 or ISO 9001 where needed. The rules are configurable and enforced by the system, so the right amount of overhead is applied automatically.
Outcome:
Reduced appraisal cost for development work. Fewer escapes on production work. No reliance on manual judgment.
- 2.
Nonconformance integrated with execution
When a defect is identified — at receiving, in production, or in inventory — Manufacturo ties the nonconformance directly to the affected part, work order, and build context. The system blocks downstream operations, manages inventory status to prevent escapes, and routes dispositions through configurable approval workflows based on part pedigree.
Outcome:
Defects contained at the source. No downstream rework from uncontrolled escapes.
- 3.
CAPA connected to the full build record
Manufacturo's CAPA application links corrective, preventive, and containment actions to nonconformances, parts, suppliers, and process steps in one system. Root cause analysis draws on complete as-built data, quality traceability records, and inspection history — not manually assembled fragments from multiple tools.
Outcome:
Faster root cause analysis. Stronger corrective actions. Lower recurrence rates.
- 4.
Complete traceability for cost visibility
Because quality events, production data, inventory movements, and build history live in the same platform, Manufacturo makes the cost of quality measurable. Teams can track first-pass yield, scrap rates, rework frequency, disposition cycles, and inspection overhead in context — and identify where targeted improvements will have the greatest impact on reducing COPQ.
Outcome:
Quality costs attributed to specific parts, processes, and suppliers — turning data into actionable improvement decisions.
Spend on Prevention. Measure Everything. Contain at the Source.
The cost of quality is always there. The real question is where you pay it: upstream in prevention or downstream in failure?
Manufacturers that embed quality into execution, apply the right level of rigor by pedigree, and maintain a single traceable record spend less overall - and catch problems earlier.
Manufacturo supports this model: one platform where quality controls are enforced in the execution context, nonconformances are contained in real time, and the data exists to drive continuous improvement.
